天涯農機
機械 保養 維護
你現在的位置:農機通首頁>>農機博客>>天涯農機>>液壓系統維護>>
液壓油缸故障及診斷收藏
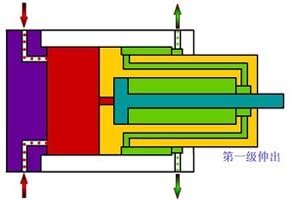
液壓缸是液壓系統中將液壓能轉換為機械能的執行元件。其故障可基本歸納為液壓缸誤動作、無力推動負載以及活塞滑移或爬行等。由于液壓缸出現故障而導致設備停機的現象屢見不鮮,因此,應重視液壓缸的故障診斷與使用維護工作。

故障診斷及處理
1、誤動作或動作失靈
原因和處理方法有以下幾種:
(1)閥芯卡住或閥孔堵塞。當流量閥或方向閥閥芯卡住或閥孔堵塞時,液壓缸易發生誤動作或動作失靈。此時應檢查油液的污染情況;檢查臟物或膠質沉淀物是否卡住閥芯或堵塞閥孔;檢查閥體的磨損情況,清洗、更換系統過濾器,清洗油箱,更換液壓介質。
(2)活塞桿與缸筒卡住或液壓缸堵塞。此時無論如何操縱,液壓缸都不動作或動作甚微。這時應檢查活塞及活塞桿密封是否太緊,是否進入臟物及膠質沉淀物:活塞桿與缸筒的軸心線是否對中,易損件和密封件是否失效,所帶負荷是否太大。
(3)液壓系統控制壓力太低。控制管路中節流阻力可能過大,流量閥調節不當,控制壓力不合適,壓力源受到干擾。此時應檢查控制壓力源,保證壓力調節到系統的規定值。
(4)液壓系統中進入空氣。主要是因為系統中有泄漏發生。此時應檢查液壓油箱的液位,液壓泵吸油側的密封件和管接頭,吸油粗濾器是否太臟。若如此,應補充液壓油,處理密封及管接頭,清洗或更換粗濾芯。
(5)液壓缸初始動作緩慢。在溫度較低的情況下,液壓油黏度大,流動性差,導致液壓缸動作緩慢。改善方法是,更換黏溫性能較好的液壓油,在低溫下可借助加熱器或用機器自身加熱以提升啟動時的油溫,系統正常工作油溫應保持在40℃左右。
2、工作時不能驅動負載
主要表現為活塞桿停位不準、推力不足、速度下降、工作不穩定等,其原因是:
(1)液壓缸內部泄漏。液壓缸內部泄漏包括液壓缸體密封、活塞桿與密封蓋密封及活塞密封均磨損過量等引起的泄漏。活塞桿與密封蓋密封泄漏的原因是,密封件折皺、擠壓、撕裂、磨損、老化、變質、變形等,此時應更換新的密封件。
活塞密封過量磨損的主要原因是速度控制閥調節不當,造成過高的背壓以及密封件安裝不當或液壓油污染。其次是裝配時有異物進入及密封材料質量不好。其后果是動作緩慢、無力,嚴重時還會造成活塞及缸筒的損壞,出現“拉缸”現象。處理方法是調整速度控制閥,對照安裝說明應做必要的操作和改進。
(2)液壓回路泄漏。包括閥及液壓管路的泄漏。檢修方法是通過操縱換向閥檢查并消除液壓連接管路的泄漏。
(3)液壓油經溢流閥旁通回油箱。若溢流閥進入臟物卡住閥芯,使溢流閥常開,液壓油會經溢流閥旁通直接流回油箱,導致液壓缸沒油進入。若負載過大,溢流閥的調節壓力雖已達到**大額定值,但液壓缸仍得不到連續動作所需的推力而不動作。若調節壓力較低,則因壓力不足達不到仍載所需的椎力,表現為推力不夠。此時應檢查并調整溢流閥。
3、活塞滑移或爬行
液壓缸活塞滑移或爬行將使液壓缸工作不穩定。主要原因如下:
(1)液壓缸內部澀滯。液壓缸內部零件裝配不當、零件變形、磨損或形位公差超限,動作阻力過大,使液壓缸活塞速度隨著行程位置的不同而變化,出現滑移或爬行。原因大多是由于零件裝配質量差,表面有傷痕或燒結產生的鐵屑,使阻力增大,速度下降。例如:活塞與活塞桿不同心或活塞桿彎曲,液壓缸或活塞桿對導軌安裝位置偏移,密封環裝得過緊或過松等。解決方法是重新修理或調整,更換損傷的零件及清除鐵屑。
(2)潤滑不良或液壓缸孔徑加工超差。因為活塞與缸筒、導軌與活塞桿等均有相對運動,如果潤滑不良或液壓缸孔徑超差,就會加劇磨損,使缸筒中心線直線性降低。這樣,活塞在液壓缸內工作時,摩擦阻力會時大時小,產生滑移或爬行。排除辦法是先修磨液壓缸,再按配合要求配制活塞,修磨活塞桿,配置導向套。
(3)液壓泵或液壓缸進入空氣。空氣壓縮或膨脹會造成活塞滑移或爬行。排除措施是檢查液壓泵,設置專門的排氣裝置,快速操作全行程往返數次排氣。
(4)密封件質量與滑移或爬行有直接關系。O形密封圈在低壓下使用時,與U形密封圈比較,由于面壓較高、動靜摩擦阻力之差較大,容易產生滑移或爬行;U型密封圈的面壓隨著壓力的提高而增大,雖然密封效果也相應提高,但動靜摩擦阻力之差也變大,內壓增加,影響橡膠彈性,由于唇緣的接觸阻力增大,密封圈將會傾翻及唇緣伸長,也容易引起滑移或爬行,為防止其傾翻可采用支承環保持其穩定。
4.液壓缸缸體內孔表面劃傷的不良后果及快速修復方法:
① 劃傷溝槽擠出的材料屑沫會嵌入密封件,運行時在損壞密封件工作部位的同時,可能造成新的劃傷區域痕路。
② 惡化缸筒內壁的表面粗糙度,增大摩擦力,易產生爬行現象。
③ 加重液壓缸的內泄漏,使液壓缸工作效率降低。引起缸體內孔表面劃傷的主要原因如下。
(1)裝配液壓缸時造成的傷痕
① 裝配時混入異物造成傷痕液壓缸在總組裝前,所有零件必須充分去除毛刺并洗凈, 零件上帶有毛刺或臟物進行安裝時,由于"別勁"及零件自重,異物易嵌進缸壁表面,造成傷痕。
② 安裝零件中發生的傷痕液壓缸安裝時,活塞及缸蓋等零件質量大、尺寸大、慣性大,即使有起重設備輔助安裝,由于規定配合間隙都較小,無論怎樣均會別勁投入,因此, 活塞的端部或缸蓋凸臺在磕碰缸壁內表面時,極易造成傷痕。解決此問題的方法:對于數量多,上批量的小型產品,安裝時采用專制裝配導向工具;對重、粗、大的大、中型液壓缸, 只有細致、謹慎操作才能竭力避免。
③測量儀器觸頭造成的傷痕通常采用內徑千分表測量缸體內徑時,測量觸頭是邊摩擦邊插入缸體內孔壁中的,測量觸頭多為高硬度的耐磨硬質合金制成。一般地說,測量時造成深度不大的細長形劃傷是輕微的,不影響運行精度,但如果測量桿頭尺寸調節不當,測量觸頭硬行嵌入,會造成較為重度的傷痕。解決此問題的對策,首先是測量出調節好的測量頭的長短度,此外,用一張只在測量位置上開孔的紙帶,貼在缸壁內表面,即不會產生上述形狀劃痕。測量造成的輕微劃痕,一般用舊砂布的反面或馬糞紙即可擦去。
(2)不嚴重的運行磨損痕跡
① 活塞滑動表面的傷痕轉移活塞安裝之前,其滑動表面上帶有傷痕,未加處理,原封不動地進行安裝,這些傷痕將反過來使缸壁內表面劃傷。因此,安裝前,對這些傷痕必須做充分的修整。
② 活塞滑動表面面壓過大造成的燒結現象因活塞桿自重作用使活塞傾斜,出現別勁現象,或者由于橫向載荷等的作用,使活塞滑動表面的壓力上升,將引起燒結現象。在液壓缸設計時必須研究它的工作條件,對于活塞和襯套的長度以及間隙等尺寸必須加以充分注意。
③ 缸體內表面所鍍硬鉻層發生剝離一般認為,電鍍硬鉻層發生剝離的原因如下。
a.電鍍層黏結不好。電鍍層黏結不好的主要原因是:電鍍前,零件的除油脫脂處理不充分;零件表面活化處理不徹底,氧化膜層未去除掉。
b.硬輅層磨損。電鍍硬鉻層的磨損,多數是由于活塞的摩擦鐵粉的研磨作用造成的, 中間夾有水分時,磨損更快。因金屬的接觸電位差造成的腐蝕,只發生在活塞接觸到的部位,而且腐蝕是成點狀發生的。與上述相同,中間夾有水分時,會促使腐蝕的發展。與鑄件相比,銅合金的接觸電位差要高,因此銅合金的腐蝕程度較嚴重。
c.因接觸電位差形成的腐蝕。接觸電位差腐蝕,對于長時間運轉的液壓缸來說,不易發生;對于長期停止不用的液壓缸來講是常見的故障。
④ 活塞環的損壞活塞環在運行中發生破損,其碎片夾在活塞的滑動部分,造成劃傷。
⑤ 活塞滑動部分的材料燒結鑄造活塞,在承受大的橫向載荷時將引起燒結現象。此種情況下,活塞的滑動部分應使用銅合金或者將此類材料焊接上去。
(3)缸體內有異物混入液壓缸的故障當中,**成問題的是,不好判斷異物是在什么時候進到液壓缸里的。有異物進入后,活塞滑動表面的外側如裝有帶唇緣的密封件,那么,工作時密封件的唇緣即可刮動異物,這對于避免劃傷是有利的。但是裝0形密封圈的活塞,其兩端是滑動表面,異物夾在此滑動表面之間,容易形成傷痕。
異物進入缸內的途徑有下列幾種。
① 進入缸內的異物
a.由于保管時不注意使油口敞開著,將產生時刻接受異物的條件,這是絕對不允許的。保管時必須注入防銹油或者工作油液,并且塞好。
b.缸體安裝時進入異物。進行安裝操作的場所,條件不好,無意識中即可進入異物。因此安裝地點周圍必須整理干凈,尤其是安放零件的地方一定要清掃干凈,不使其存在臟物。
c.零件上有"毛刺",或擦洗不充分。缸蓋上的油口或緩沖裝置內常有鉆孔加工時留下的毛刺,應加以注意,在砂研去除后再行安裝。
② 運行中產生的異物
a.由于緩沖柱塞別勁而形成的摩擦鐵粉或鐵屑。緩沖裝置的配合間隙很小,活塞桿上所受橫向載荷很大時,可能引起燒結現象。這些摩擦鐵粉或者因燒結而產生的已脫落掉的金屬碎片將留在缸內。
b.缸壁內表面的傷痕。活塞的滑動表面壓力高,引起燒結現象,于是缸體內表面發生擠裂,被擠裂的金屬脫落,留在缸內,會造成傷痕。
③ 從管路進入的異物,有多種情況。
a.清洗時不注意。管路安裝好以后進行清洗時,不應通過缸體,必須在缸體的油口前邊加裝旁通管路。這一點很重要。否則,管路中的異物將進入缸內,一旦進入,即難以向外排除,反而變成向缸體內輸送異物了。再者,清洗時要考慮安裝管路操作中所進異物的取出方法。此外,對管內的腐蝕等在管路安裝之前即應進行酸洗等手續,必須完全去掉銹蝕。
b.管子加工時形成的切屑。管子在定尺加工之后,在做兩端去毛刺操作時,不應有遺留。再者,在做焊接管路操作的場地附近放置鋼管,是造成焊接異物混進的原因。在焊接操作地點附近放置的管子,管口都要封住。還必須注意的是,管件材料應在無塵土的工作臺上備置齊全。
c.密封帶進入缸內。作為簡便的密封材料,在安裝和檢驗中經常采用聚四氟乙烯塑料密封帶,線形、帶形密封材料的纏繞方法如果不對,密封帶將被切斷,隨著進入缸內。線帶形密封件對滑動部分的繞接不會造成什么影響,但是會引起缸的單向閥動作不靈或造成緩沖調節閥不能調到底;對回路來說,可能引起換向閥、溢流閥和減壓閥的動作失靈。
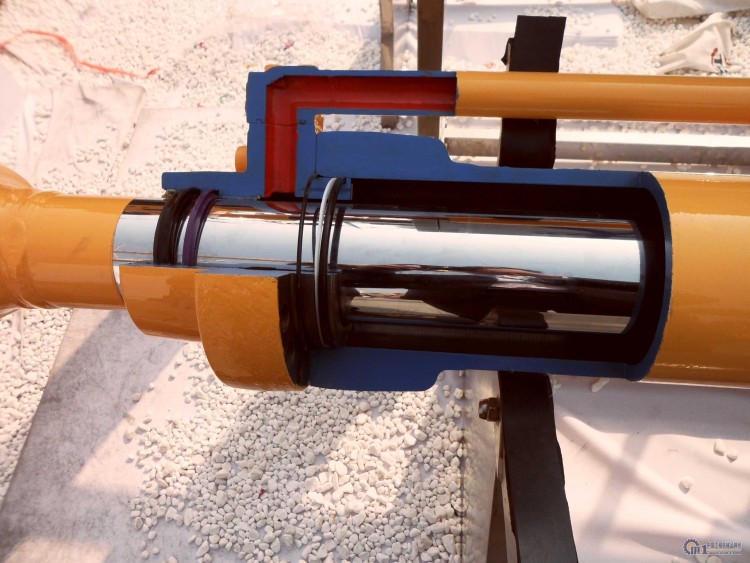
傳統的修復方法是將損壞的部件進行拆卸后的外協修復,或是進行刷鍍或是進行表面的整體刮研,修復周期液壓缸缸體劃傷修復長,修復費用高。修復工藝:
1、用氧-乙炔火焰烤劃傷部位(掌握溫度,避免表面退火),將常年滲金屬表面的油烤出來,烤到沒有火花四濺。
2、將劃傷部位用角磨機表面處理,打磨深度1毫米以上,并沿導軌打磨出溝槽,**好是燕尾槽。劃傷兩端鉆孔加深,改變受力情況。
3、用脫脂棉蘸丙酮或無水乙醇將表面清洗干凈。
4、金屬修復材料涂抹到劃傷表面;第一層要薄,要均勻且全部覆蓋劃傷面,以確保材料與金屬表面**好的粘接,再將材料涂至整個修復部位后反復按壓,確保材料填實并達到所需厚度,使之比導軌表面略高。
5、材料在24℃下完全達到各項性能需要24小時,為了節省時間,可以通過鹵鎢燈提高溫度,溫度每提升11℃,固化時間就會縮短一半,**佳固化溫度70℃。
6、材料固化后,用細磨石或刮刀,將高出導軌表面的材料修復平整,施工完畢。
歡迎關注天涯農機微信公眾號

發表于 @ 2015年10月22日 15:47:00 |點擊數()

